

¿Qué es el bruñido?
El proceso de bruñido o rectificado cruzado es un proceso de arranque de material con abrasivo que produce orificios precisos en tiempos muy cortos. Es una alternativa más precisa y económica que el rectificado interior, el torneado, escariado o el bruñido por rodillos.
Normalmente se utiliza una piedra abrasiva para el arranque de material, que contiene partículas de óxido de aluminio, carburo de silicio o diamante unidas por arcilla vitrificada y resinas. con múltiples puntas que actúan como una plaquita de corte. El bruñido alcanza una alta capacidad de corte sin cambio en la microestructura como resultado de la acción térmica.
El bruñido es un proceso de mecanizado de metales que:
- • Elimina el exceso de material.
• Refuerza la rectitud, la redondez y el tamaño.
• Realiza un acabado cruzado para una lubricación óptima.
Es un proceso de acabado de gran precisión, en el cual tiene lugar un movimiento de rotación (lenta) y traslación (rápida) simultáneos. Las piedras de bruñir son presionadas contra la superficie a mecanizar por medio de mecanismos especiales. De esta manera se forman virutas finas que son arrastradas por líquido refrigerante, obteniéndose orificios bien conformados y con alta calidad superficial.
En el bruñido se trabaja con tolerancias del orden de micrones. Para diámetros internos son comunes tolerancias del orden de 25 a 2.5 μm. En cuanto a los rangos de rugosidad obtenidos, se puede lograr valores de Ra entre 0.2 y 1.2 μm, donde el factor determinante es el tamaño de grano.
La principal función del bruñido es mejorar las formas de superficies mecanizadas por otro proceso con el objetivo de obtener un súper pulido. Aquí es donde se encuentra una importante diferencia con el rectificado, pues con este último no se puede obtener una precisión del orden del micrón. El bruñido es una operación de baja velocidad que podemos clasificar como un tipo de mecanizado que no producen incremento de temperatura al material retirado, evitándose daños por calentamiento.
El bruñido puede aplicarse a toda clase de materiales de uso en la industria y a diversos tipos de superficies (cilíndricas interiores, exteriores, planas), pudiéndose mecanizar todo tipo de piezas ya sean estriadas, con chaveteros, con orificios ciegos o escalonados.
SUNTEC Maquinaria Técnica distribuye máquina herramienta de bruñido SUNNEN para el acabado de precisión de piezas industriales, y trabaja conjuntamente con sus clientes para optimizar los procesos de acabado y dimensionado de orificios de cualquier tipo de pieza sobre la base del análisis de producción y cálculo de costes individuales. Nuestro equipo técnico encontrará una solución de bruñido eficiente y rentable.
Como proveedor todo-incluido, SUNNEN se responsabiliza del proceso completo y del resultado.
Tipos de Bruñidoras




CINCO PREGUNTAS FRECUENTES SOBRE EL BRUÑIDO
El bruñido se realiza generalmente para llevar perforaciones a un tamaño preciso o lograr un acabado superficial específico.
Como una de las operaciones de mecanizado más comunes, la perforación ofrece a los fabricantes muchas opciones. Dependiendo del diámetro del orificio y la tolerancia del acabado de la superficie, un taller puede elegir taladrado, fresado, mecanizado por descarga eléctrica (EDM) o una combinación de esos procesos de mecanizado CNC y lograr resultados de calidad. Por ejemplo, el orificio creado por una broca de 0.5 pulgadas puede variar ±0.002 pulgadas o puede sobredimensionarse hasta 0.006 pulgadas, pero una operación de escariado posterior puede producir un acabado superficial más suave y un diámetro de orificio dentro de ± 0.0002 pulgadas. El escariado o perforación de orificios fresados pueden lograr resultados similares, mientras que el electroerosionado es aún más preciso, produciendo un diámetro de orificio dentro de ± 0.0005 pulgadas.
Sin embargo, hay buenas razones para recurrir al bruñido para aplicaciones con los requisitos más estrictos de acabado superficial y precisión. Los orificios electroerosionados generalmente requieren un procesamiento adicional para suavizar las superficies. El proceso también es relativamente lento. Los procesos de fresado optimizados seguidos de perforación o escariado pueden producir resultados de alta calidad, pero no siempre de manera consistente. El bruñido logra de manera consistente y confiable tolerancias de diámetro de orificio de ± 0.0002 pulgadas o más con acabados superficiales de alta calidad.
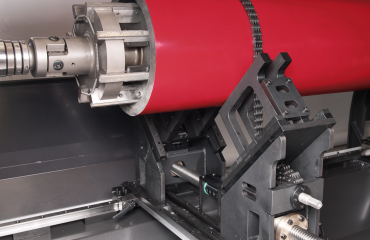
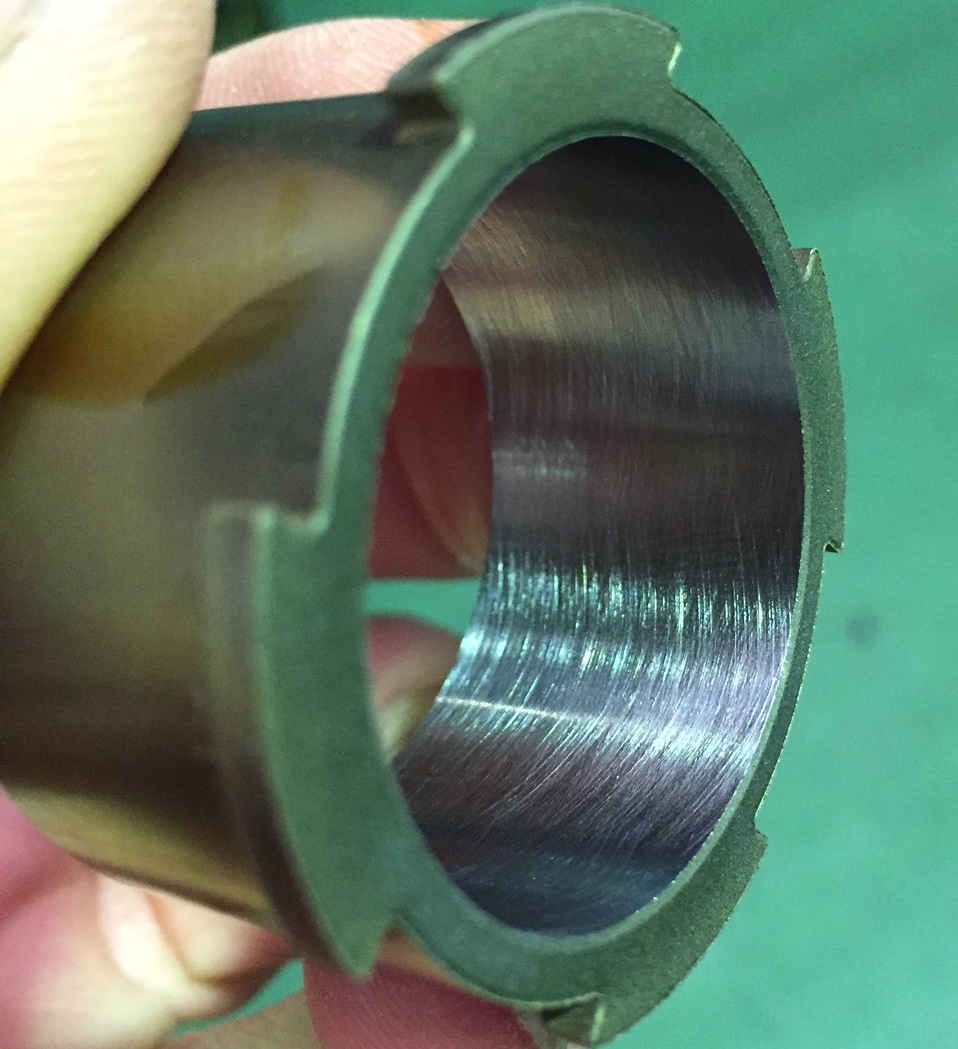
El bruñido es una operación de dimensionamiento y acabado en la que una herramienta giratoria (mandril), provista de abrasivos, se desplaza hacia dentro y hacia fuera de un orificio. Durante el proceso, los abrasivos se expanden, eliminando pequeñas cantidades de material para llevar el orificio a su tamaño y acabado adecuados. El acabado resultante consiste en picos y valles microscópicos dispuestos en un patrón entrecruzado o “rayado”. Los valles permiten la retención de aceite entre los componentes de acoplamiento durante la operación, como los pistones dentro del cilindro de un motor.
Aunque el proceso se ha llevado a cabo durante muchos años, la tecnología de bruñido ha evolucionado y algunos clientes aún tienen dudas al respecto. Aquí hay cinco de las más comunes:
1. ¿Qué aplicaciones, comúnmente, requieren bruñido?
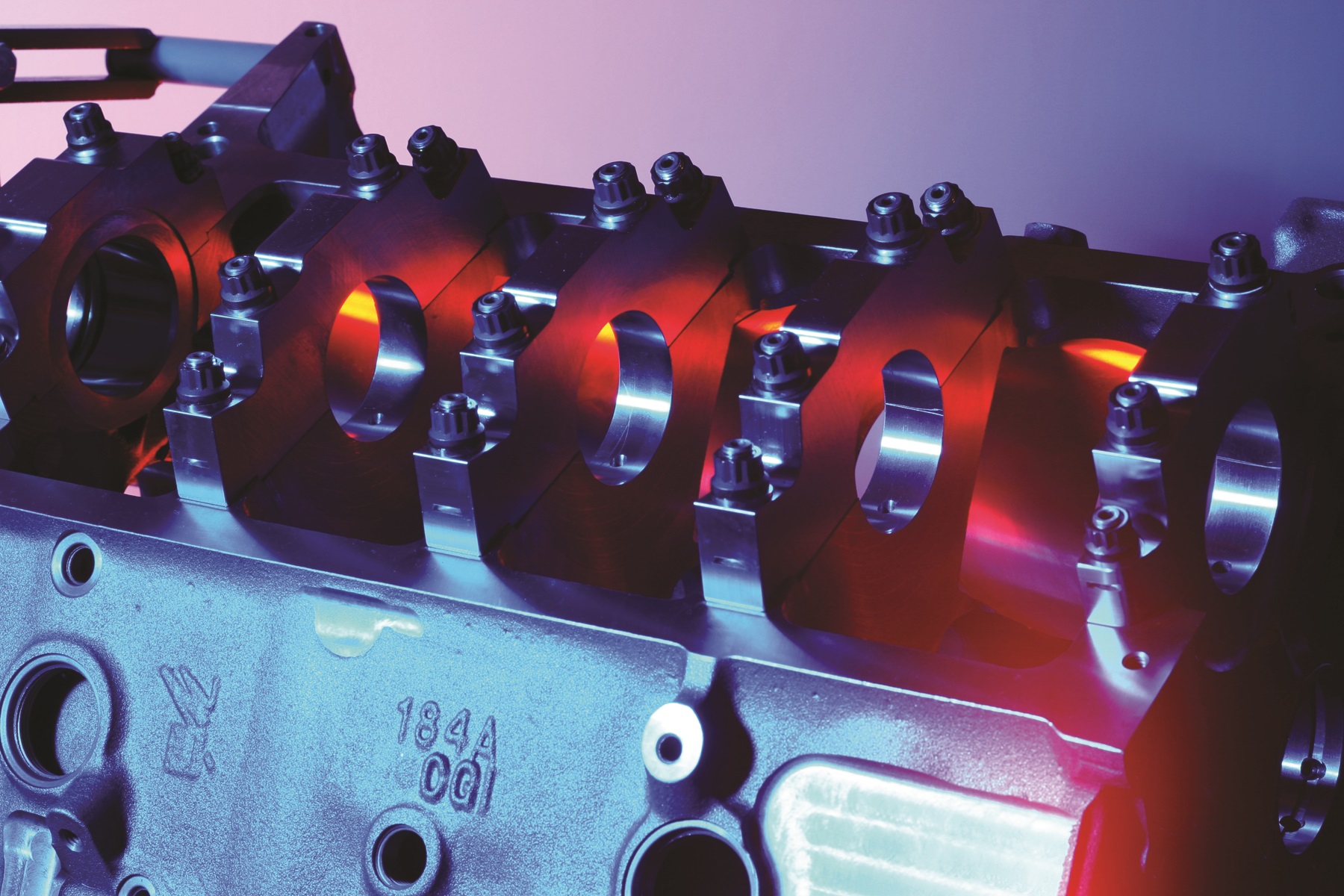
Los cilindros del motor y las camisas de los cilindros requieren bruñido para un adecuado sello del anillo del pistón. Los componentes de un sistema de combustible de motor a menudo son bruñidos porque este proceso permite un control más estricto del espacio libre entre el orificio y la parte que acopla. La mayor presión resultante en el sistema de combustible significa que se atomiza más combustible y se desperdicia menos combustible, lo que conlleva una mejor eficiencia del combustible y rendimiento del motor, así como menores emisiones de carbono.
Generalmente, las válvulas que se usan en aplicaciones hidráulicas, los equipos pesados de maquinaria agrícola y sistemas de control de vuelo y aterrizaje aeroespacial han pasado por el proceso de bruñido. Este brinda espacios estrechos entre el cuerpo de la válvula y el carrete para reducir el área de sellado requerida, y crea el acabado superficial adecuado para los sellos, para evitar las fugas de aceite.
El bruñido también es útil para mejorar el tamaño del diámetro del orificio y el acabado de la superficie de los cañones de pistola antes de la operación de estriado, y para engranajes, motores pequeños, tambores de freno, compresores, tubos de medidores de flujo de aceite y gas, y muchas otras aplicaciones.
2. ¿Qué condiciones de perforación desfavorables puede mejorar el bruñido?
El bruñido mejora:
• diámetro del orificio
• boca de campana
• ondulación
• conicidad
• arcoíris
• forma de barril
• vibración con ruido del escariador
• marcas de perforación y falta de redondez de los orificios
Después del bruñido del orificio los componentes de acoplamiento funcionan de manera más silenciosa y eficiente.
El bruñido puede corregir los errores causados por procesos de mecanizado anteriores porque no requiere sujeción ni alineación, independientemente de la longitud del orificio.
Otros procesos de mecanizado, como el rectificado y el mandrinado, pueden fracturar la superficie inferior del metal a una profundidad de 0,002 pulgadas. Además, el desgaste de la herramienta puede causar el endurecimiento de la superficie del orificio durante el mecanizado.
El bruñido es un proceso más suave, que genera muy poco calor para no distorsionar el orificio.
3. ¿Qué tipos de acabados de superficie puede lograr el bruñido?
El acabado superficial, la textura y la apariencia se pueden controlar con precisión. El ángulo del patrón del rectificado cruzado se puede ajustar variando la velocidad del husillo y la velocidad de carrera de la herramienta de bruñido.
Algunas aplicaciones requieren un ángulo de rayado empinado en el orificio, mientras que otras requieren un ángulo menos agudo.
La profundidad o aspereza del patrón de rectificado cruzado depende del tamaño relativo de la arena abrasiva en la piedra de bruñido. Cuanto mayor es el grano, más áspero es el acabado. Se puede lograr un acabado espejo con una textura superficial casi imperceptible con abrasivos de grano muy fino.
Al igual que otras operaciones de mecanizado, el bruñido se presta a la automatización robótica para aplicaciones de gran volumen.
Como se mencionó anteriormente, el patrón de rectificado cruzado creado durante el bruñido es beneficioso para aplicaciones tales como orificios de cilindros de motor para garantizar que se retenga algo de aceite en la superficie del orificio para una adecuada lubricación y sellado del anillo del pistón.
El aceite no se adherirá bien a una superficie lisa o esmaltada del cilindro, lo que provocará un desgaste prematuro y un posible fallo del motor. Si se quiere, puede realizarse una segunda operación de bruñido utilizando herramientas especializadas después del bruñido inicial para crear un acabado de meseta en el que los picos se recortan uniformemente a un nivel constante mientras se dejan intactos los valles.
La mayoría de los cilindros de motor hoy en día están pulidos con este acabado de superficie de meseta, que aumenta el área de apoyo de la superficie del orificio. Esto significa que no se requieren procesos convencionales de “asentamiento” del anillo del pistón y que los picos microscópicos que se retiran antes de ensamblar el motor no terminan en el aceite del motor al arrancar.
4. ¿Qué implica establecer un proceso de bruñido eficaz y consistente?
Al desarrollar un proceso de bruñido optimizado se deben responder varias preguntas: ¿Cuál es el material de la parte, el tamaño y la forma? ¿Cuál es el volumen de producción? ¿Cuánto material necesita eliminarse? ¿Cuáles son las tolerancias y los requisitos de acabado superficial de la pieza de trabajo terminada?
Las respuestas a esas y otras preguntas determinan la máquina bruñidora adecuada, los accesorios, las herramientas, los abrasivos y los aceites o refrigerantes de bruñido, así como los parámetros del proceso, como las velocidades del husillo y la carrera y la tasa de avance.
La piedra de bruñir se selecciona en función del tipo de material a pulir, las tolerancias a alcanzar y la cantidad de material a eliminar. Hay tantos tipos de piedras abrasivas de bruñir disponibles como tipos de fresas o cortadores para torneado, diferenciadas por el material del grano, tamaño de grano y agente adhesivo.
5. ¿Cómo afecta la lubricación al bruñido?

Los aceites de bruñido y los refrigerantes a base de agua proporcionan la lubricación necesaria, eliminan el material cortado y traen un nuevo grano abrasivo a la superficie de la piedra para mantener una acción de corte óptima.
Los aceites de calidad, saturados con agentes activos de superficie, proporcionan la lubricidad necesaria para aumentar la presión de bruñido y permiten utilizar abrasivos más duros a velocidades de corte más rápidas.
Del mismo modo, los agentes de lubricidad combinados con aditivos de azufre de extrema presión, evitan la soldadura y el desgarre de la pieza de trabajo mientras mantienen limpias las piedras, consiguiendo un acabado superficial muy consistente.
Los aceites de bruñido también se pueden usar en aplicaciones en las que puedan haber problemas como la adhesión.
Están disponibles en muchas formulaciones diferentes y tienen varios niveles de viscosidad. También hay aceites ecológicos que son 100% vegetales.
Satisface cualquier exigencia de trabajo, corrige una amplia variedad de orificios:

• Cortos tiempos de ciclo y baja inversión garantizan una rápida amortización.
•Mejor alineación, especialmente en orificios largos.
• Propiedades superficiales del material estables debido a la alta acción de corte y baja generación de temperatura.
• Amarre sencillo y rápido.
• Arranque rápido, 0,1 mm en acero tratado en menos de 30".
• Precisión geométrica excelente, menor de 0,001 mm.
• Alta calidad superficial, menor de Rz 0,3.
• Corrección de conicidad
Tipos de superficies que genera:
El bruñido es una de las últimas operaciones de mecanizado que se le realizan a la pieza en cuestión, generando características funcionales a una superficie, incluyendo la corrección de errores que resultan de las operaciones anteriores. Aunque la principal aplicación del bruñido es en superficies cilíndricas interiores, también puede ser utilizado en otros tipos de superficies.
La mayoría de los bruñidos son hechos en orificios pasantes, rectos y simples, pero también se puede bruñir orificios ciegos o con conicidad.
El bruñido ofrece un procedimiento de mecanizado ultra preciso en el que confían los talleres y los fabricantes de alta producción para crear piezas más eficientes y de alta calidad. Ningún proceso de mandrinado o pulido es capaz de ofrecer niveles tan finos de redondez, rectitud y detalle de la superficie. Cuando se integra en su proceso de fabricación, el bruñido es la diferencia entre una pieza que simplemente funciona y una que funciona con alta precisión.
SUNTEC es el representante exclusivo en España de SUNNEN. Nuestros técnicos especialistas en SUNNEN, podrán determinar la mejor solución de bruñido para las necesidades del cliente, proporcionando apoyo durante la instalación y vida de cada máquina bruñidora fabricada por Sunnen.





